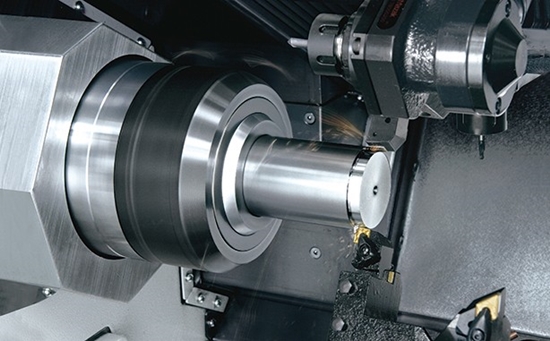
Giải thích chương trình gia công trên Máy phay CNC OKUMA
máy cnc okuma Danh mục các hãng Máy OKUMA
+ Sửa Máy phay CNC Mazak VQC-20/50B đời 1985 hệ điều khiển Mazatrol cam M2
+ Sửa trung tâm gia công đứng Mitsubishi V360 3 trục đời 1996
+ Sửa trung tâm gia công Shizuoka B5V-410D đời 1993 hệ điều khiển Fanuc 18M
+ Sửa trung tâm gia công đứng Sugino Xion-HPM đời 2001 hệ điều khiển FANUC-18iM
+ Sửa trung tâm gia công ngang Nippei Toyama N3Q đời 2007 hệ điều khiển Fanuc-18M
+ Sửa trung tâm gia công đứng Okuma Howa MILLAC 435V đời 1997 hệ điều khiển Fanuc 18M
+ Sửa trung tâm gia công đứng Kitamura đời 2001 hệ điều khiển Fanuc 18iM
+ Sửa Máy OKUMA Sugino SCU-915FE đời 2000 hệ điều khiển FANUC 18iM
+ Sửa Máy OKUMA Makino V55 đời 2000 hệ điều khiển Fanuc 16iMA
+ Sửa Máy Phay OKUMA Hamai MC-3VS đời 1991 hệ điều khiển Fanuc 15MA
+ Sửa chữa trung tâm gia công đứng Matsuura FX-1 đời 1995 hệ điều khiển YASNAC i80MB
+ Sửa trung tâm gia công đứng Makino V55 đời 1997 hệ điều khiển Fanuc 16M
+ Sửa trung tâm gia công ngang Moriseiki SH-400 đời 1999 hệ điều khiển Fanuc MSC-501
+ Sửa Máy phay CNC OKUMA Wasino MT-5H đời 1997 hệ điều khiển Fanuc OM
+ Sửa Máy phay CNC OKUMA Enshu 2NV đời 1987 hệ điều khiển Fanuc OM,...

Hãy nhớ mẫu Chương trình gia công trên Máy phay CNC OKUMA này để làm việc
Có rất nhiều điều cần nhớ để có thể làm chủ được một trung tâm gia công. Trong số đó, điều đầu tiên bạn cần phải có là một chương trình gia công trên Máy Phay OKUMA.
Bạn cần tạo nhiều chương trình khác nhau, nhưng tất cả chúng đều biến đổi mẫu chương trình cơ bản để hoàn thành một chương trình theo ý mình. Hãy tham khảo các bài khác:
Nhấp vào đây dành cho người mới bắt đầu chương trình NC FANUC
Hình thức cơ bản của chương trình được mô tả, giải thích chi tiết dưới đây, mời các bạn tham khảo.
Mẫu cơ bản cho chương trình gia công trên okuma
Tạo chương trình gia công trên Máy phay CNC OKUMA cho bản vẽ sau.
Trong hình vẽ trên, vao ngay tai day máy phay cnc nếu phần màu đỏ được cắt bằng dao φ10 thì nó sẽ như sau (dao thô là T4, gia công tinh là T7, và kích thước Z là -0,1 vì đây là nhát đầu tiên).
G15H2
T4M6
G90G0X70Y-30T7
G56H4Z100
S1000M3
M8
G0Z2
G1Z-0,1F1
G42G1X60D4F2
G2X70Y-20R10
G1X95Y-10
Y10
G40G1X105
M9
G0Z100M 5
M2.