
Các lệnh thiết lập gốc tọa độ trên máy tiện
Các mối quan hệ trên trục Z máy CNC
Để hiểu các nguyên lý chung về bù chiều dài dao (bù trục Z máy tiện), hãy xem xét minh họa về gá lắp trên máy phay đứng CNC dưới đây:
Hình trên biểu thị sự gá lắp trên máy phay đứng CNC, chiều từ phía trước máy, (phía người vận hành).
Cột trục chính đặt tại vị trí Zero máy. Đây là vị trí chuyển đổi giới hạn đối với hành trình trục Z dương và cần thiết để thay dao tự động trên hầu hết mọi máy phay CNC.
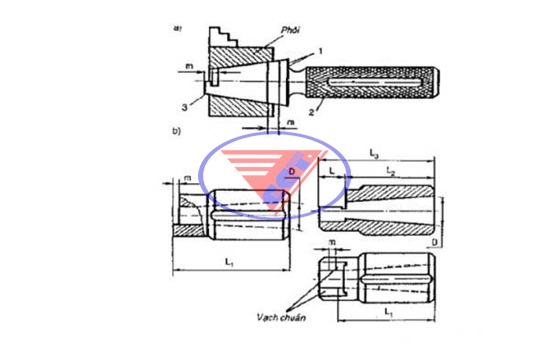
Cả 4 kích thước trên hình đều có thể được xác định một cách dễ dàng. Chúng luôn luôn được coi là kích thước đã biết hoặc kích thước cho trước. máy tiện Là cơ sở để xác lập máy một cách chính xác.
Kích thước A là khoảng cách giữa vạch chuẩn dao và đỉnh cắt của dao.
Kích thước B là khoảng cách giữa đỉnh cắt của dao và Zo (Zero chương trình của chi tiết)
Kích thước C là chiều cao của chi tiết (khoảng cách giữa mặt bàn máy và Z0 của chi tiết)
Kích thước D là tổng của 3 kích thước nêu trên (khoảng cách giữa mặt bàn máy và vạch chuẩn dao)
Trên hình, kích thước D luôn luôn được biết trước. Do đây là khoảng cách được các nhà chế tạo máy tiện xác định. C (chiều cao chi tiết với các khoảng hở) có thể chưa được biết. Nhưng có thể xác định nó một cách dễ dàng khi chuẩn bị gá lắp chi tiết.
A là khoảng cách giữa vạch chuẩn dao và đỉnh cắt của dao. Hiện tại không có phương pháp xác định kích thước này, trừ phương pháp đo thực tế.
Nguyên tắc sử dụng mâm cặp an toàn
Bạn cần tuân thủ các nguyên tắc sau để sử dụng mâm cặp an toàn khi gia công:
Không được nối dài chìa khóa khi phôi đang được kẹp trong mâm cặp.
Tuyệt đối không để chìa khóa chuck trên ổ khóa trong máy tiện vì rất dễ dẫn đến các tai nạn khi vận hành máy.
Cần dùng cả 2 tay khi thực hiện thao tác tháo hay kẹp phôi trên chuck.
Không tháo lắp chuck khi máy đang hoạt động.
Nên dùng một cái dầm gỗ có chiều cao xấp xỉ với lỗ của mâm cặp và đặt xuống phía dưới nó để đảm bảo an toàn khi gia công.
Cần vệ sinh máy CNC sau khi hoạt động. https://machineshop.vn/tien-con-la-gi-4-phuong-phap-tien-con-co-ban-thong-dung/ Thực hiện bảo dưỡng, bảo trì định kỳ theo quy định của nhà sản xuất.
Các thiết bị phải được để trong tủ đựng dụng cụ. Các cấu phải được vặn chặt vào trong tâm. Đậy nút kín các lỗ bằng tấm xốp hay nhựa.
Cần vệ sinh và thêm dầu bôi trơn vào các lỗ chuck để mang lại hiệu quả kẹp cao nhất.
Hướng dẫn điều khiển mâm cặp máy tiện đúng cách
Có 2 mã lệnh M liên quan đến điều khiển chuck đó là:
M10 – Mở mâm cặp
M11 – Đóng mâm cặp
Ở cuối chương trình, các lệnh M10 và M11 sẽ được dùng cho các ứng dụng liên quan với sự cấp phôi thanh.
Khi thay đổi áp lực kẹp thủ công (bằng tay) hoặc thông qua chương trình thì luôn luôn đảm bảo chi tiết đã được kẹp chặt một cách an toàn.
Các chấu có thể cứng hoặc mềm. Các chấu cứng chỉ có 2 loại là kẹp chặt ngoài hoặc trong. Nhưng chỉ có các chấu mềm mới có thể điều chỉnh để thích hợp với đường kính chi tiết.
Người vận hành cần hiểu các quy luật này để điều chỉnh một cách chính xác và mang lại hiệu quả gia công cao nhất.
CAD/CAM VIỆT NAM là đơn vị chuyên cung cấp đa dạng các loại máy tiện CNC có thể sử dụng các loại mâm cặp khác nhau, tùy theo mục đích người sử dụng.
Các chuyên gia của CAD/CAM VIỆT NAM luôn sẵn sàng tư vấn để doanh nghiệp chọn được loại máy phù hợp với nhu cầu gia công. Bên cạnh đó chúng tôi còn có các dịch vụ ưu đãi như vận chuyển tận xưởng, chuyển giao công nghệ, bảo dưỡng định kỳ,… https://machineshop.vn
Không có nhận xét nào:
Đăng nhận xét