Các bộ phận chính của Máy tiện phay CNC
Máy tiện phay khoan tích hợp
Máy tiện phay khoan tích hợp có cấu tạo tương tự như máy tiện thông thường. Đối với máy tiện thông thường khi gia công cắt gọt chi tiết thường điều khiển phải theo dõi vị trí dao cắt, thao tác kịp thời chế tạo ra những chi tiết đạt yêu cầu kỹ thuật.
Độ chính xác, năng suất phụ thuộc vào trình độ tay nghề người điều khiển. https://machineshop.vn/may-tien-phay-cnc-tich-hop-nhap-khau/ Máy CNC hoạt động theo một chương trình đã được lập trình theo một quy tắc chặt chẽ. Phù hợp với quy trình công nghệ được soạn thảo và cài đặt phần mềm trong máy. Kết quả làm việc của máy CNC không phụ thuộc vào tay nghề của người điều khiển. lúc này người điều khiển máy chủ yếu đóng vai trò theo dõi. Và kiểm tra các chức năng hoạt động của máy.
Hình dáng kết cấu của Máy tiện phay CNC cũng tương tự máy tiện thông thường. Ngoài ra Máy tiện phay khoan tích hợp còn có một số đặc điểm riêng sau
Gia công biên dạng phức tạp:
Máy CNC là máy duy nhất có thể gia công chính xác và nhanh các chi tiết có hình dáng phức tạp như các bề mặt ba chiều.
Tính năng hiệu quả kinh tế và kỹ thuật cao:
+ Cải thiện tuổi thọ dao nhờ điều kiện cắt tối ưu. Tiết kiệm dụng cụ cắt gọt, đồ gá và phụ tùng khác.
+ Giảm phế phẩm.
+ Tiết kiệm tiền thuê mướn lao động do không cần yêu cầu kỹ năng nghề nghiệp nhưng năng suất gia công cao hơn.
+ Sử dụng lại chương trình gia công.
+ Giảm thời gian sản xuất.
+ Thời gian sử dụng máy nhiều hơn nhờ vào giảm thời gian dừng máy.
+ Giảm thời gian kiểm tra vì máy CNC sản xuất chi tiết chất lượng đồng nhất.
+ CNC có thể thay đổi nhanh chóng từ việc gia công loại chi tiết này sang loại khác với thời gian chuẩn bị thấp nhất.

cấu tạo Máy tiện phay khoan tích hợp chi tiết nhất
Các bộ phận chính cấu tạo Máy tiện phay CNC
2.1. Thân máy (bed)
Đây là bộ phận có vai trò quan trọng, là nơi gắn và nâng đỡ các bộ phận khác của máy. Để chịu được các lực uốn, xoắn, hạn chế biến dạng nhiệt thì thân máy phải luôn đảm bảo cứng vững. Chúng thường có kích thước lớn và được đúc bằng gang cường lực.
Mặt trên thân máy thường là 2 băng trượt phẳng và 2 băng trượt lăng trụ. Dùng để dẫn hướng cho xe dao và ụ sau trượt trên nó.
2.2. Ụ đứng (Ụ trước)
Là bộ phận làm việc của máy tạo ra vận tốc cắt gọt thường được đúc bằng gang. Bên trong lắp trục chính và các động cơ bước hay hộp tốc độ (điều chỉnh các tốc độ và thay đổi chiều quay). Cấu tạo ụ trước thường chia làm 2 kiểu là kiểu puli có bậc và kiểu truyền động bánh răng.
2.3. Trục chính
Trục chính thực hiện gia công bằng chuyển động quay nhờ các cơ cấu truyền động. Trên đầu trục chính một đầu được lắp với mâm cặp dùng để gá và kẹp chặt chi tiết gia công. Phía sau trục chính được lắp hệ thống thủy lực hoặc khí nén để đóng mở và kẹp chặt chi tiết. Trục chính nhận truyền động từ động cơ chính đặt ở bên trái của thân máy. Thông thường qua đai truyền, hệ thống bánh răng, các khớp nối ly hợp,..
2.4. Truyền động trục chính
Động cơ của trục chính Máy tiện phay khoan tích hợp có thể là động cơ một chiều hoặc xoay chiều. Động cơ một chiều điều chỉnh vô cấp tốc độ bằng kích từ. Động cơ xoay chiều thì điều chỉnh vô cấp tốc độ bằng độ biến đổi tần số. Thay đổi số vòng quay đơn giản có mô men truyền tải cao.
2.5. Truyền động chạy dao
Động cơ (xoay chiều, một chiều) giúp truyền chuyển động quay sang chuyển động tịnh tiến. máy tiện cnc là gì Chúng thường được thực hiện bằng bộ vít me đai ốc bi làm cho từng trục chạy dao độc lập (Trục X, Y). Các loại động cơ này có đặc tính động học ưu việt nên các chi tiết được gia công đạt độ chính xác cao.
2.6. Vít me Máy tiện phay CNC
Trục vít me Máy tiện phay CNC là một trong những cơ cấu dẫn động của Máy tiện phay khoan tích hợp. Giúp biến đổi chuyển động quay của động cơ servo thành chuyển động tịnh tiến hay chuyển động trượt tuyến tính. Điều khiển bằng động cơ servo và trục vít me thường được kết nối thông qua bộ truyền đai răng.
Bộ vít me thường dùng trong Máy tiện phay CNC là vít me đai ốc bi. Chúng có khả năng biến đổi truyền dẫn dễ dàng, ít ma sát. Có thể điều chỉnh khe hở hợp lý khi truyền dẫn với tốc độ cao.
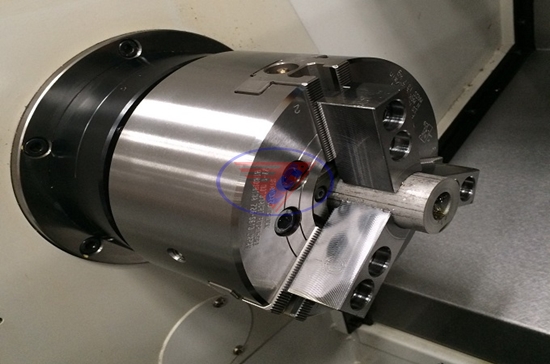
2.7. Mâm cặp (đồ gá)
Chúng giữ nhiệm vụ chính là kẹp chặt các phôi khi gia công, giúp cho quá trình gia công đạt độ chính xác cao. Đối với Máy tiện phay khoan tích hợp thường được gia công với tốc độ rất cao. Số vòng quay của trục chính lớn (có thể lên tới 8000 vòng/ phút – khi gia công kim loại màu). Do đó lực ly tâm là rất lớn nên mâm cặp thường được kẹp bằng hệ thống thủy lực (khí nén) tự động. Khi đó việc tháo các chi tiết bằng hệ thống thủy lực (khí nén) với hoạt động nhanh lực phát động nhỏ và mang lại an toàn cao.
Chúng được sử dụng rộng rãi để giữ các chi tiết CNC có hình dạng khác nhau (tròn, vuông, lục giác và không đều). Mâm cặp máy tiện được áp dụng phổ biến nhất là mâm cặp 3 chấu phổ thông, 4 chấu độc lập và mâm cặp thủy lực.
2.8. Ụ động (ụ sau)
Được đặt ở vị trí đối diện với trục chính. Ụ động di chuyển dọc theo trục Z của Máy tiện phay. Chúng thường dùng để đỡ một đầu của vật gia công và lắp các dụng cụ như mũi khoan, khoét, taro. Có thể lắp đầu chống tâm khi tiện trục dài hoặc lắp mũi khoan khi thực hiện khoan tâm trên trục.
2.9. Hệ thống bàn xe dao
Bao gồm hai bộ phận chính:
– Gá đỡ ổ tích dao (bàn xe dao)
Bộ phận này có nhiệm vụ đỡ ổ chứa dao thực hiện các chuyển động tịnh tiến ra (vào) song song hay vuông góc với trục chính nhờ các chuyển động của động cơ bước. (Các chuyển động này đã được lập trình sẵn).
– Ổ tích dao (đầu rơvonve): Máy tiện phay CNC thường dùng hai loại sau:
Đầu rơvonve có thể lắp từ 8 – 12 dao các loại.
Chúng cho phép thay dao nhanh chóng trong thời gian ngắn đã được chỉ định. Các kết cấu của đầu rơvonve tùy thuộc vào công dụng và yêu cầu công nghệ của từng loại máy. Các đầu rơvonve phổ biến như: kiểu chữ thập, kiểu đĩa hình trống.
Đầu rơvonve có thể lắp được các dao: tiện, phay, khoan, khoét, cắt ren được tiêu chuẩn hóa. Phần chuôi dụng cụ có thể lắp dẫn và lắp ghép với các đồ gá ở trên đầu rơvonve.
Các ổ chứa trong tổ hợp gia công với các bộ phận khác (đồ gá thay đổi dụng cụ).
Các ổ chứa dao cụ thường được sử dụng ít hơn so với đầu rơvonve. Vì việc thay đổi dụng cụ khó khăn so với các cơ cấu của đầu rơvonve. Song ổ chứa dao có ưu điểm là an toàn, ít gây ra va chạm trong vùng gia công. Dễ dàng ghép nối một số lớn các dụng cụ một cách tự động mà không cần sự can thiệp bằng tay.
2.10. Dao tiện CNC
Dao tiện CNC là dụng cụ cắt dùng cho Máy tiện phay CNC. Dùng để tiện các chi tiết cần gia công nhằm tạo hình sản phẩm mong muốn.
Các loại dao tiện CNC thông dụng nhất hiện nay là: dao tiện ngoài và móc lỗ, dao tiện lỗ, dao tiện vai, dao tiện mặt đầu, dao tiện rãnh và cắt đứt, dao tiện ren, dao tiện định hình…
2.11. Bảng điều khiển
Là bộ não của máy, lưu trữ toàn bộ chương trình tiện CNC. Người vận hành sẽ điều khiển toàn bộ máy thông qua các phím trên bảng điều khiển này. Thợ máy CNC chỉ định / dừng trục di chuyển và các hoạt động khác bằng cách nhấn các phím khác nhau trên bảng điều khiển này.